resealable bag sealing tape factory
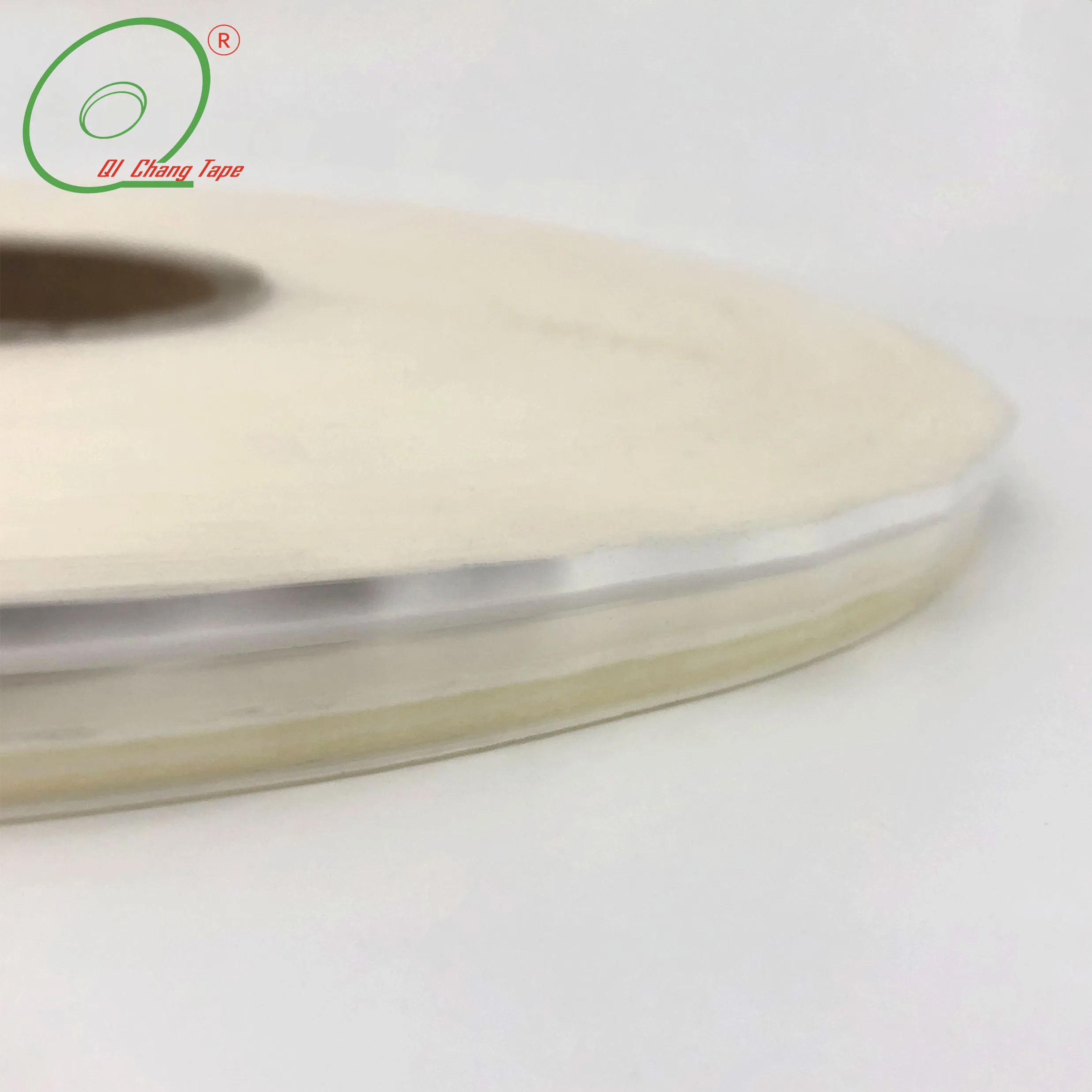
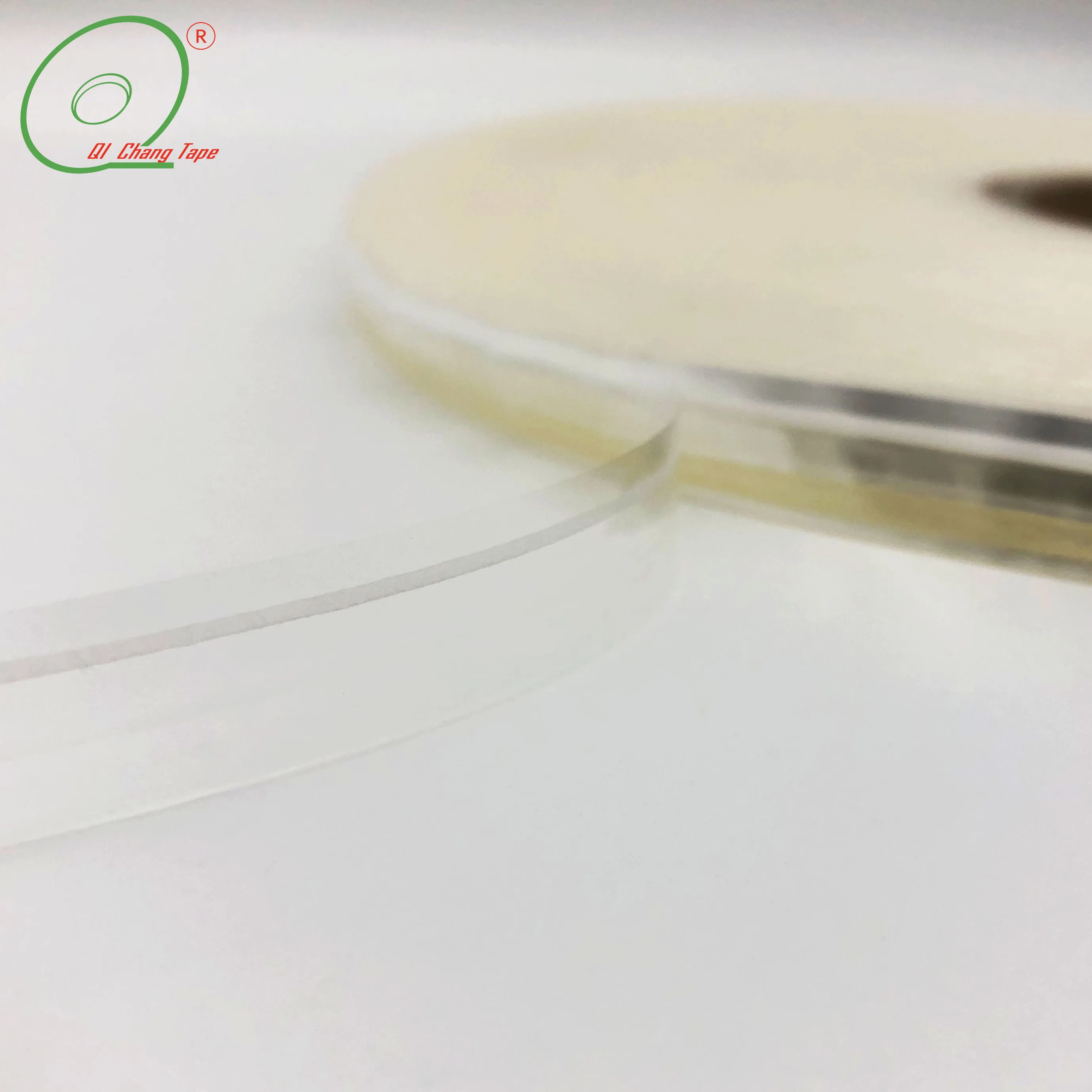
A resealable bag sealing tape factory represents a sophisticated manufacturing facility dedicated to producing high-quality adhesive tapes specifically designed for resealable packaging applications. These specialized production facilities combine advanced polymer chemistry with precision engineering to create tapes that enable consumers to repeatedly open and close bags while maintaining product freshness and integrity. The primary function of a resealable bag sealing tape factory involves the continuous production of pressure-sensitive adhesive tapes that can be applied to various packaging materials including polyethylene, polypropylene, and other flexible films. The manufacturing process encompasses multiple stages including adhesive formulation, coating application, curing, and quality control testing to ensure consistent performance across all product batches. Technological features of modern resealable bag sealing tape factory operations include computer-controlled mixing systems for precise adhesive formulation, multi-layer coating equipment for uniform tape thickness, and automated quality inspection systems that monitor adhesive strength, peel resistance, and repositioning capabilities. These facilities also incorporate environmental control systems to maintain optimal temperature and humidity conditions throughout the production process, ensuring consistent product quality regardless of external weather conditions. The applications for products manufactured in a resealable bag sealing tape factory span numerous industries including food packaging, pharmaceutical packaging, industrial storage solutions, and consumer goods packaging. Food manufacturers rely on these tapes to create resealable pouches for snacks, cereals, and frozen products, while pharmaceutical companies use them for medication packaging that requires repeated access while maintaining sterility. Industrial applications include creating resealable storage bags for components, tools, and materials that need protection from moisture and contamination. The versatility of these tapes makes them essential components in modern packaging solutions where convenience and product protection are paramount considerations for manufacturers and end-users alike.