permanent bag sealing tape suppliers
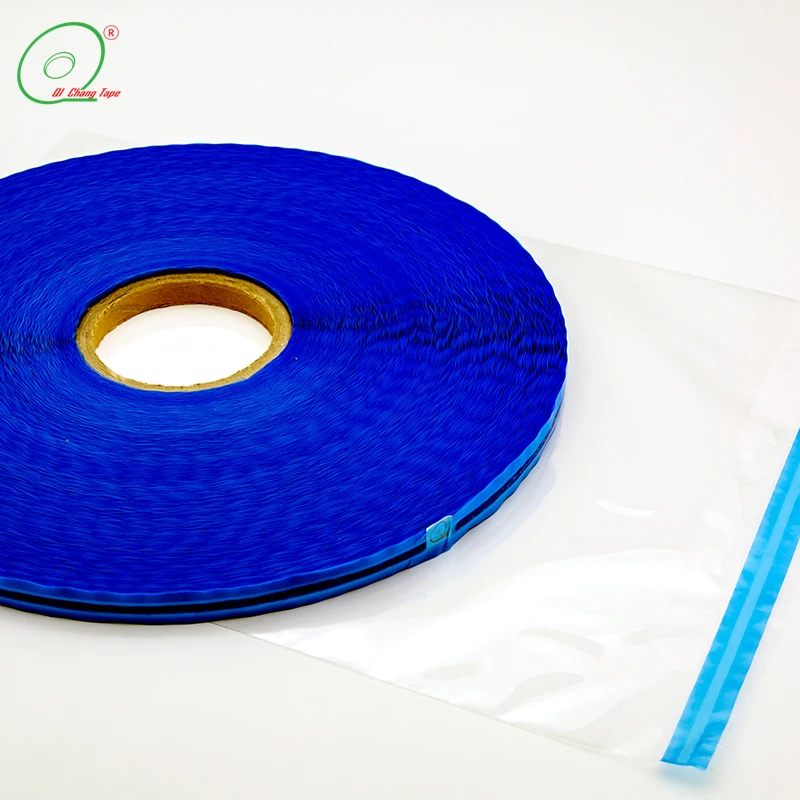
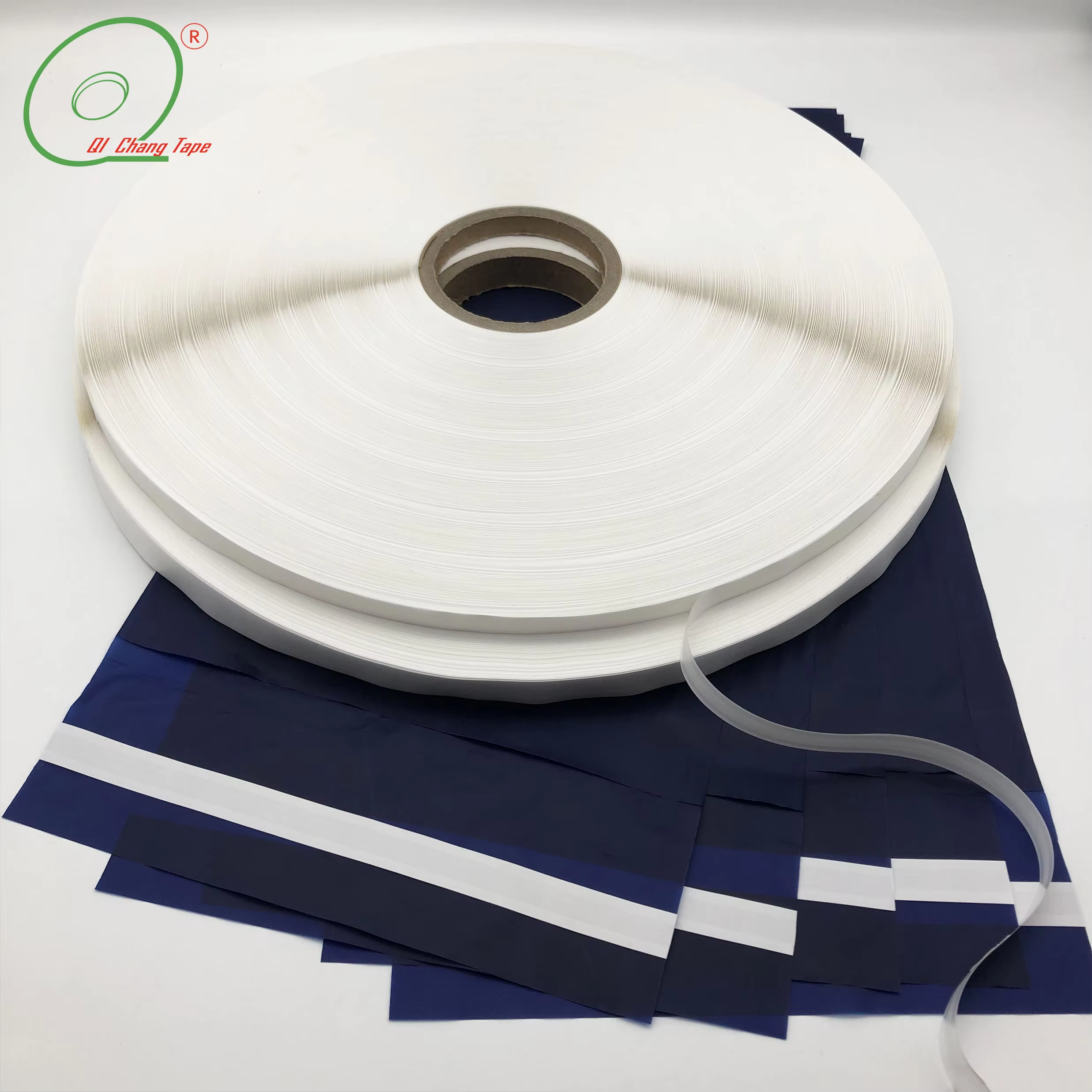
Permanent bag sealing tape suppliers represent a crucial component in modern packaging and industrial operations, providing specialized adhesive solutions designed for long-term closure applications. These suppliers manufacture and distribute high-performance sealing tapes that create irreversible bonds, ensuring package integrity throughout storage, transportation, and handling processes. The primary function of permanent bag sealing tape involves creating tamper-evident closures that cannot be reopened without visible damage, making them essential for security-sensitive applications across multiple industries. The technological foundation of these tapes relies on advanced acrylic or rubber-based adhesive formulations that develop enhanced bonding strength over time. Permanent bag sealing tape suppliers utilize sophisticated manufacturing processes incorporating pressure-sensitive adhesive technology, ensuring consistent performance across varying environmental conditions. The substrate materials typically include polyethylene, polypropylene, or specialized polymer films engineered to withstand temperature fluctuations, moisture exposure, and mechanical stress. Modern permanent bag sealing tape suppliers implement quality control systems that guarantee adhesive consistency, dimensional accuracy, and performance reliability. The application spectrum for these sealing solutions encompasses food packaging, pharmaceutical containers, industrial shipping bags, evidence collection, and secure document storage. Manufacturing facilities operated by permanent bag sealing tape suppliers employ advanced coating technologies that ensure uniform adhesive distribution and optimal release characteristics. The tape construction features multiple layers including release liner, adhesive matrix, and carrier substrate, each engineered to contribute specific performance attributes. Leading permanent bag sealing tape suppliers invest in research and development programs focused on enhancing adhesive chemistry, improving environmental resistance, and developing specialized formulations for unique applications. The global supply chain managed by these suppliers ensures consistent availability of sealing solutions across diverse geographic markets while maintaining stringent quality standards and regulatory compliance.