Advanced Manufacturing Technology and Quality Control Systems
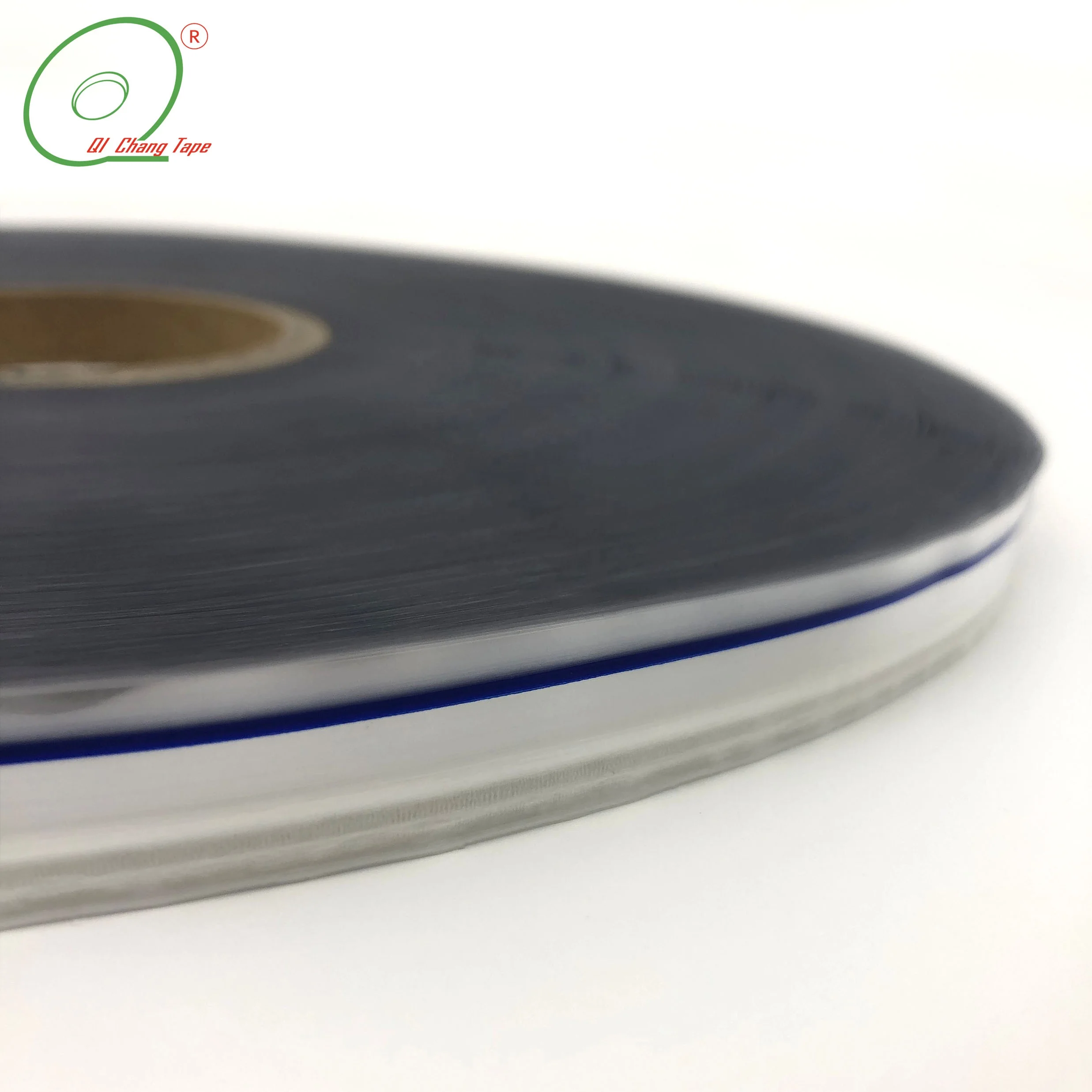
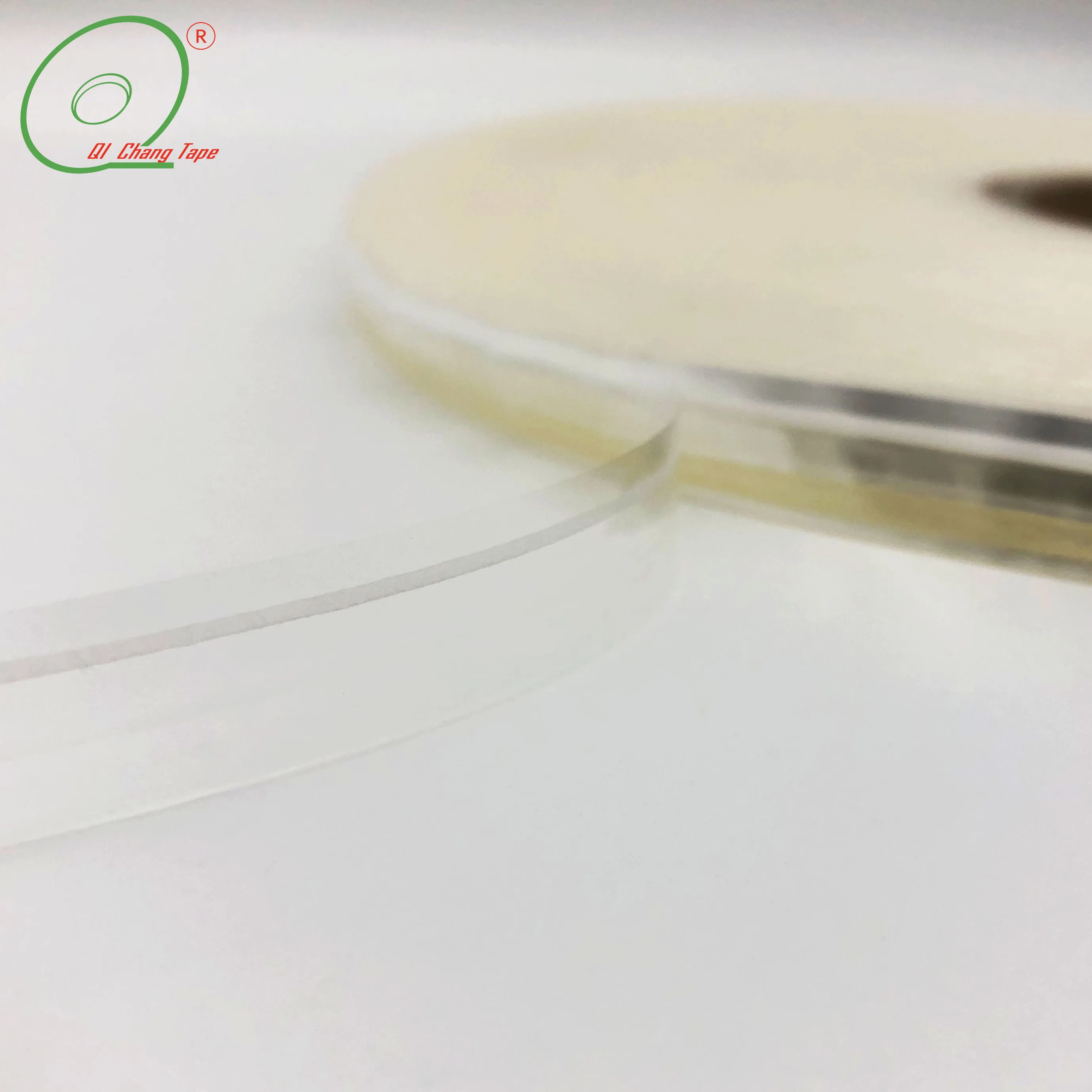
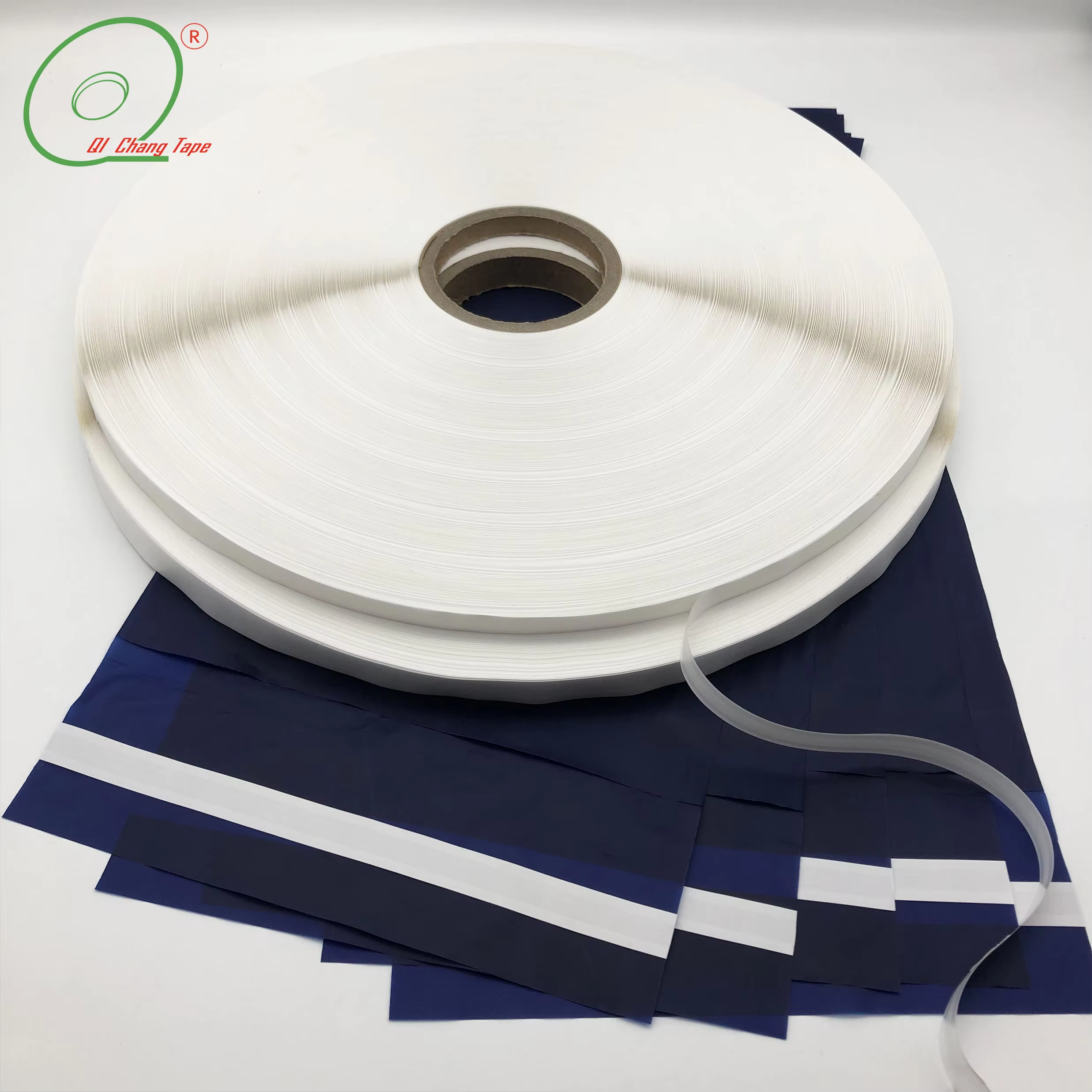
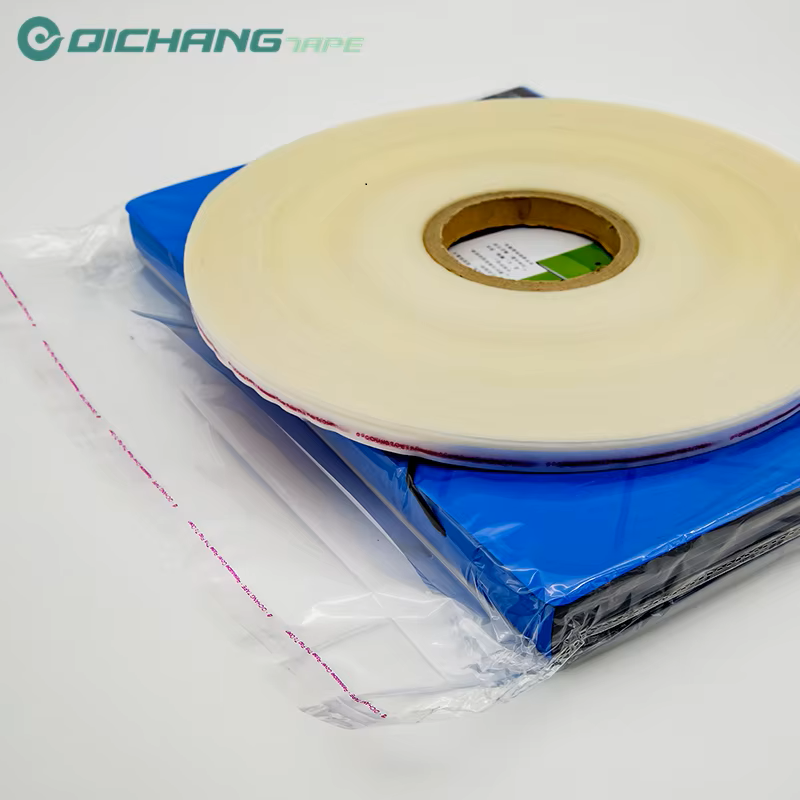
Professional OPP resealable sealing tape suppliers distinguish themselves through sophisticated manufacturing technology and comprehensive quality control systems that ensure superior product performance and consistency. These suppliers invest heavily in state-of-the-art production equipment, including precision coating machines, advanced orientation systems, and automated quality monitoring devices. The manufacturing process begins with high-grade polypropylene resin that undergoes controlled orientation procedures to enhance molecular alignment, resulting in improved tensile strength, clarity, and dimensional stability. The coating process utilizes advanced adhesive formulations that are precisely applied using gravure or reverse roll coating methods, ensuring uniform thickness and optimal adhesive distribution across the entire tape surface. Temperature and humidity control systems maintain ideal environmental conditions throughout production, preventing adhesive property variations that could affect performance. Quality control systems implemented by leading OPP resealable sealing tape suppliers include real-time monitoring of critical parameters such as adhesive weight, tape thickness, peel strength, and optical properties. Automated inspection systems detect surface defects, coating irregularities, and dimensional variations, ensuring only products meeting strict specifications reach customers. Laboratory testing facilities conduct comprehensive evaluations including accelerated aging tests, temperature cycling, humidity resistance, and chemical compatibility assessments. These rigorous testing protocols validate product performance under various environmental conditions and application scenarios. Traceability systems enable suppliers to track raw materials, production parameters, and quality test results for each batch, facilitating rapid response to any quality concerns. Statistical process control methods identify trends and variations in production parameters, enabling proactive adjustments to maintain consistent quality. Certification programs such as ISO 9001 quality management systems ensure standardized procedures and continuous improvement processes. Many suppliers also maintain food-grade certifications for applications requiring direct or indirect food contact. These comprehensive quality assurance measures provide customers with confidence in product reliability and performance consistency, reducing the risk of application failures and associated costs.