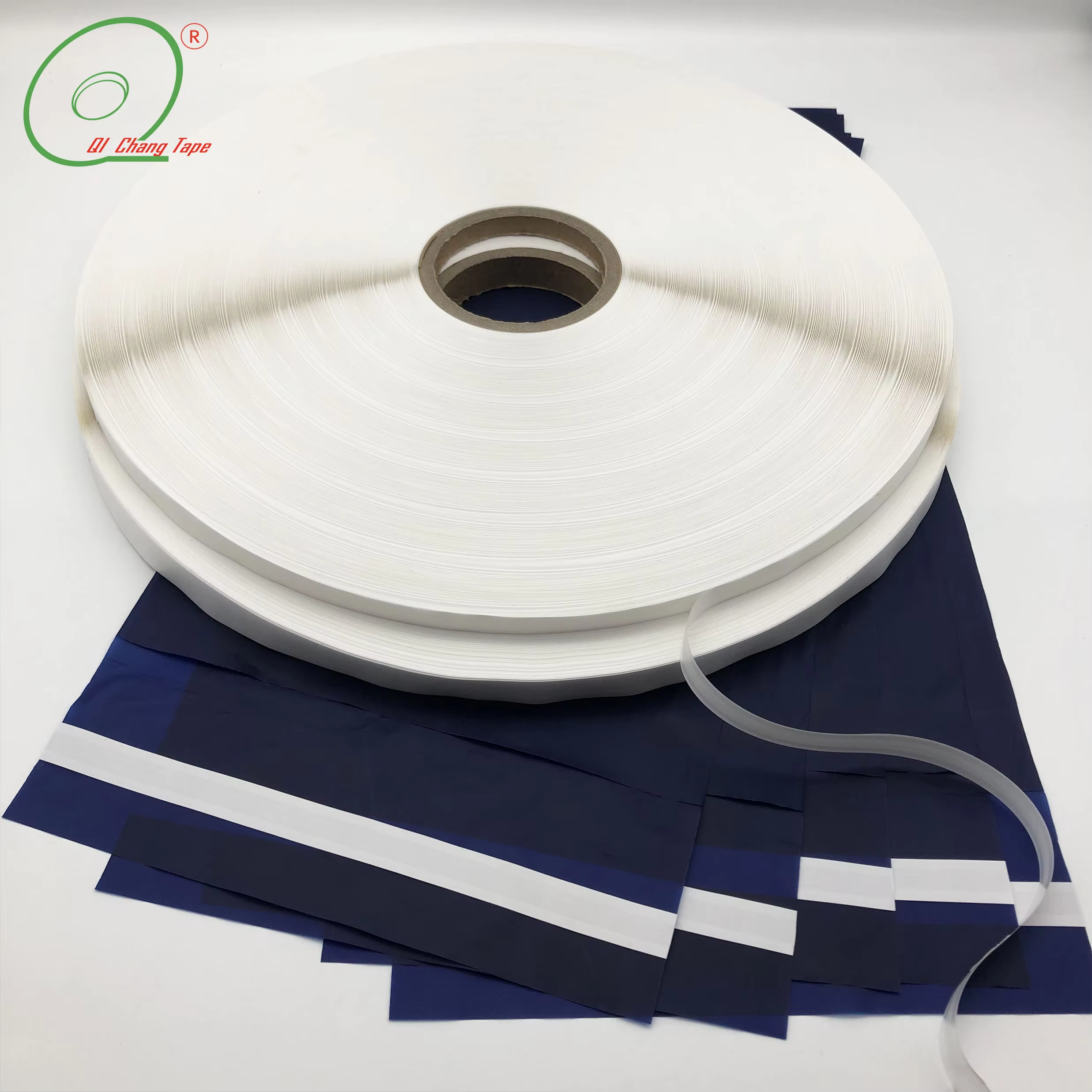
double side resealable bag sealing tape
Double side resealable bag sealing tape represents a revolutionary packaging solution that combines convenience, durability, and versatility in one innovative product. This specialized adhesive tape features a unique dual-sided design that allows users to create secure, airtight seals on various types of bags while maintaining the ability to open and reseal them multiple times. The double side resealable bag sealing tape utilizes advanced polymer technology to deliver consistent adhesion properties that maintain their effectiveness through repeated use cycles. The tape's construction incorporates a flexible backing material that conforms to different bag surfaces, ensuring optimal contact and sealing performance across diverse packaging applications. Key technological features include a pressure-sensitive adhesive formulation that activates under minimal force, eliminating the need for heat or special equipment during application. The double side resealable bag sealing tape maintains its adhesive properties across a wide temperature range, making it suitable for both room temperature storage and refrigerated environments. The tape's design prevents air infiltration and moisture penetration, effectively preserving product freshness and extending shelf life. Applications for this versatile sealing solution span multiple industries, including food packaging, pharmaceutical storage, electronics protection, and consumer goods preservation. In food service operations, the double side resealable bag sealing tape enables portion control and freshness maintenance for bulk ingredients and prepared items. Pharmaceutical companies utilize this sealing technology to maintain sterile conditions and protect sensitive medications from environmental contamination. Electronics manufacturers rely on the tape's barrier properties to shield components from humidity and dust during storage and transport. The tape's transparent design allows for easy content identification without compromising seal integrity, while its residue-free removal ensures clean separation when permanent sealing is no longer required.