Customization and Application Versatility
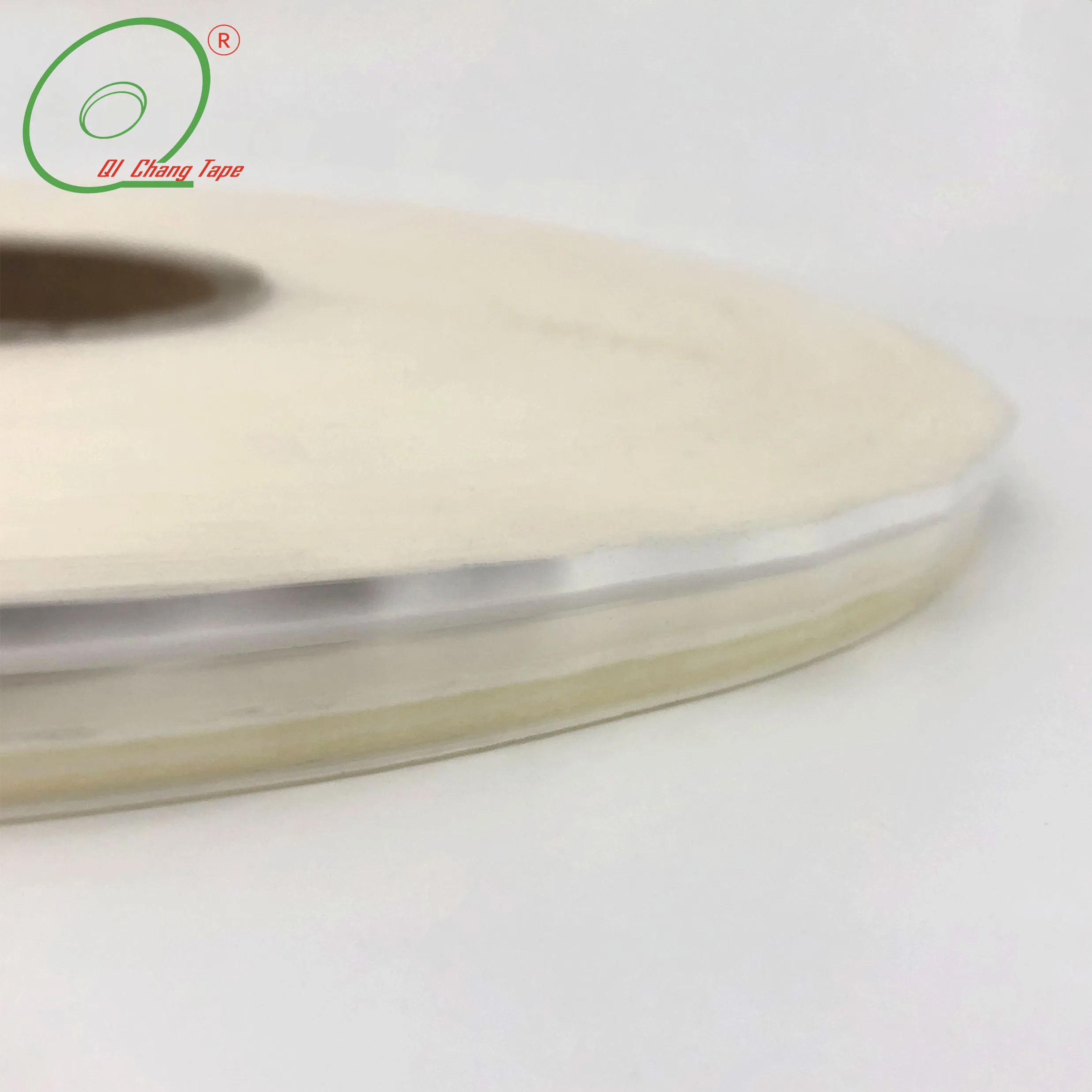
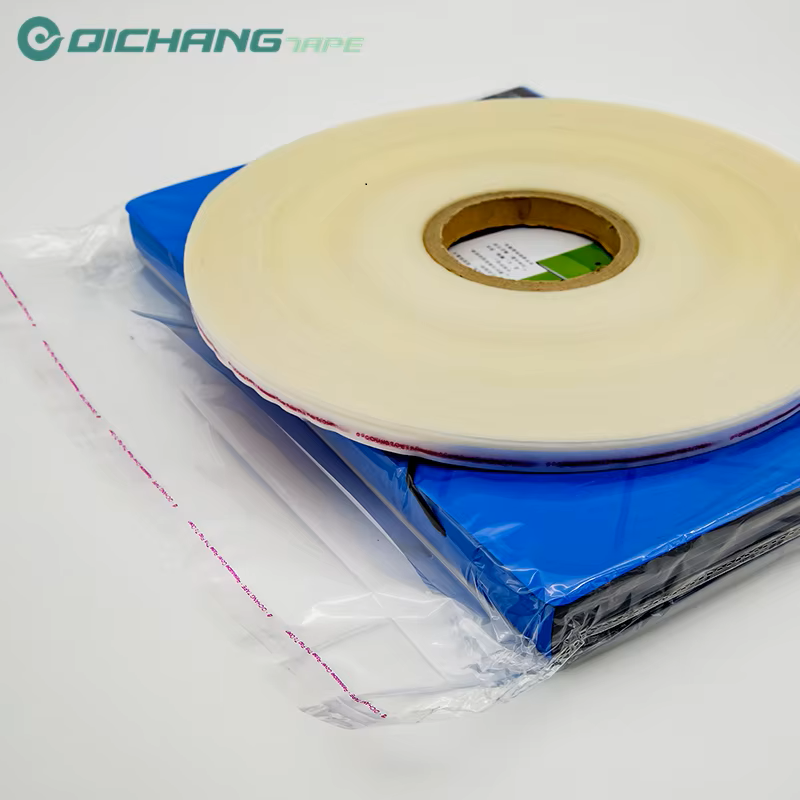
The bag sealing tape factory excels in providing customized solutions that address diverse packaging requirements across multiple industries and applications. This customization capability encompasses adhesive formulation modification, where skilled chemists develop specialized bonding agents optimized for specific substrate materials, environmental conditions, and performance requirements. The bag sealing tape factory maintains extensive technical expertise in pressure-sensitive adhesives, hot-melt systems, and water-based formulations, enabling precise matching of adhesive properties to customer applications. Dimensional customization options include tape width variations from narrow precision strips to wide format rolls, thickness adjustments for different bonding requirements, and length specifications that optimize packaging efficiency. The bag sealing tape factory utilizes flexible manufacturing processes that accommodate small-batch custom orders while maintaining cost-effectiveness for specialized applications. Color customization capabilities allow customers to incorporate brand elements into their packaging solutions through colored backing materials, printed surfaces, and specialty finishes. The bag sealing tape factory provides technical consultation services that help customers optimize their packaging processes through proper product selection and application techniques. Industry-specific solutions demonstrate the versatility of the bag sealing tape factory, with products designed for food packaging that meet FDA compliance requirements, industrial applications requiring high-temperature resistance, and retail packaging demanding attractive appearance characteristics. The bag sealing tape factory develops specialized products for challenging applications including frozen food packaging, outdoor storage conditions, and automated packaging equipment compatibility. Custom packaging options extend the value proposition through private labeling services, specialized core specifications, and unique packaging formats that support customer branding initiatives. The bag sealing tape factory maintains rapid prototyping capabilities that enable quick development and testing of new product concepts, reducing time-to-market for innovative packaging solutions. Technical support services include application testing, performance evaluation, and optimization recommendations that ensure successful implementation of customized products.